シールドガスについては、Outokumpu社の推奨する、アルゴンー3%窒素混合ガスと、純アルゴンの2ケースで施工法試験を行い、どの程度の性能差が出るかを確認しました。
板厚、使用材料:LDX2101 4mm
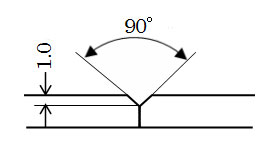
溶接開先
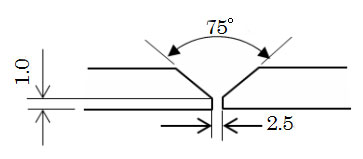
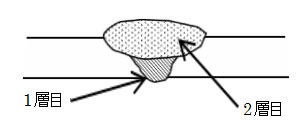
板厚、使用材料:LDX2101 3mm
溶接開先
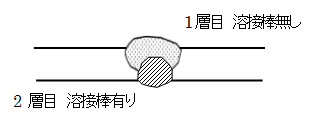
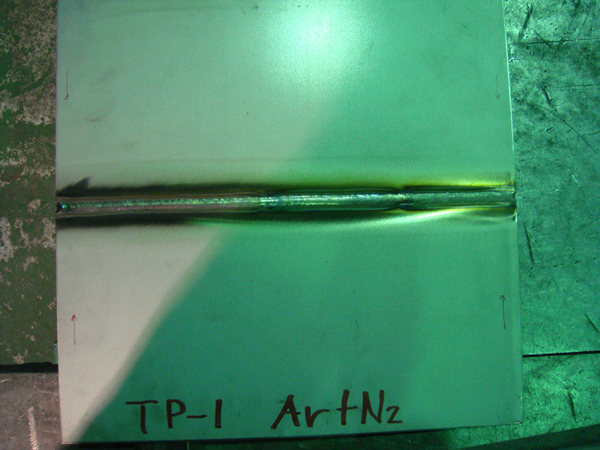
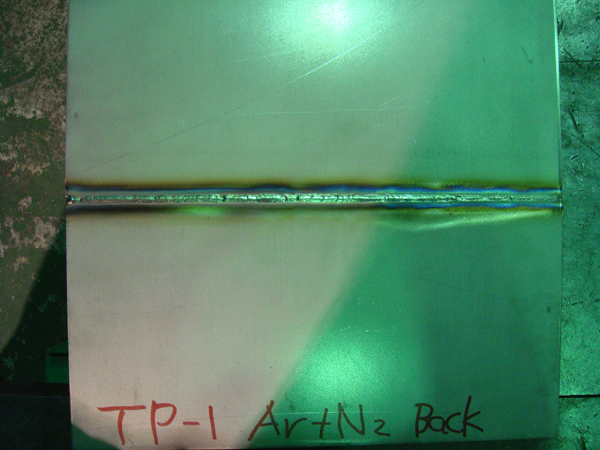
溶接時の特徴としては、純アルゴンガスを使用した場合、通常のSUS304材の溶接に比べ、溶融プールの未溶接部への溶け込みが悪い傾向があります。これに起因して、裏波溶接には、充分に注意する必要があると思われます。
アルゴンー3%窒素混合ガスの場合は、上記の傾向は軽減され、ビード形成はしやすくなりました。
(写真をクリックすると拡大表示します。)